
From CAD review to mold tooling and production release.
MoldRoute helps overseas product teams review plastic part risk, choose the tooling path, approve T1 samples and move into reliable injection molding production.
Start with part type, estimated quantity and file status. CAD files can be shared now or after our first reply.



Make the molding review visible.
Visitors should see the physical checks behind a quote: geometry, tooling route, material behavior, samples and release evidence.
Show the hidden tooling questions before steel is cut.
A buyer should quickly understand which physical risks the engineering team is checking, not only read a list of services.
Geometry risk review
Visual DFM notes help buyers see why a part may need draft, wall or gate changes before tooling.

Resin choice with molding risk
Material selection should be explained through shrinkage, drying, finish and functional load, not a resin name alone.

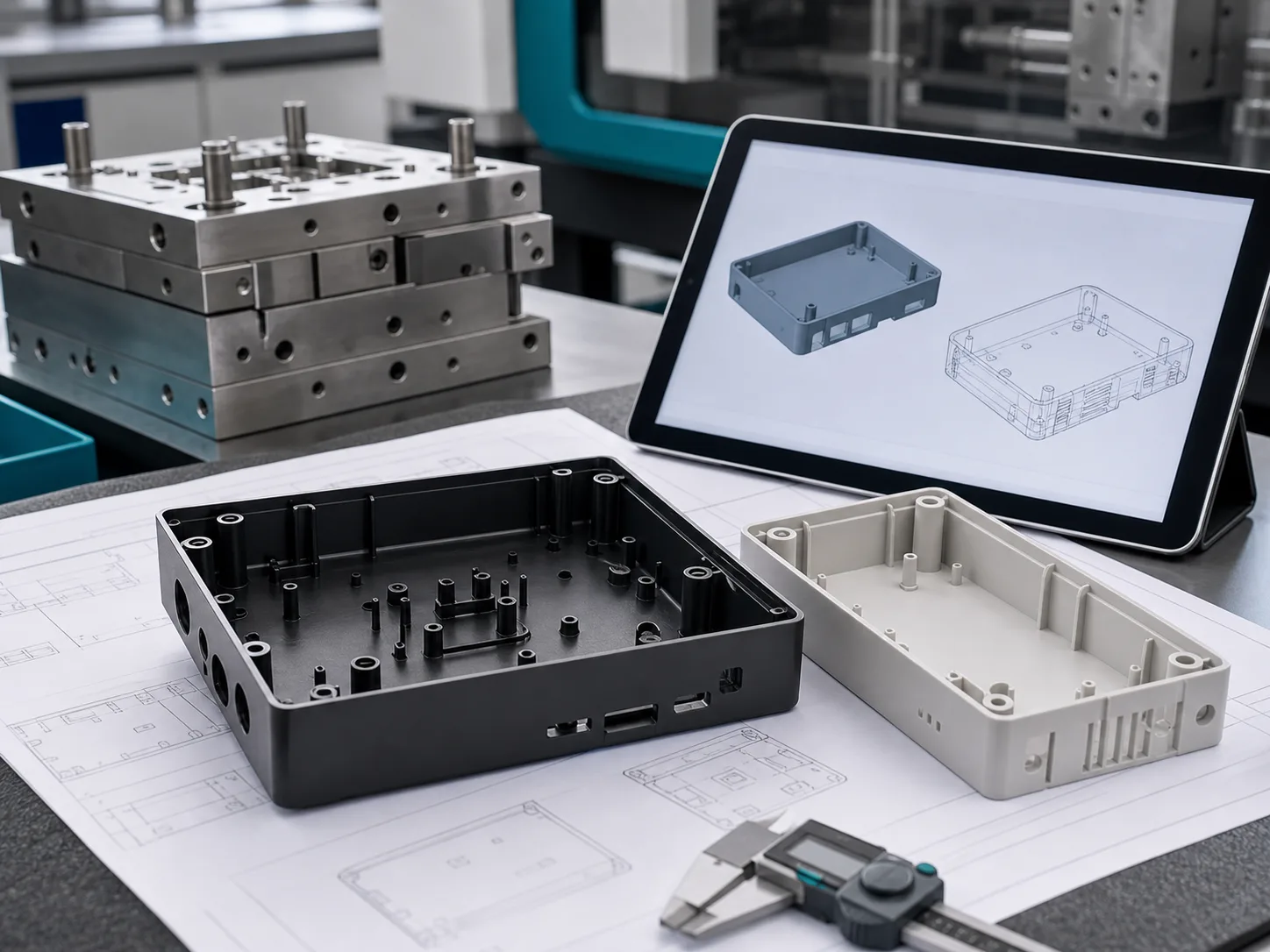
Samples and inspection evidence
T1 samples, cosmetic standards and dimensional checks make the production decision visible.
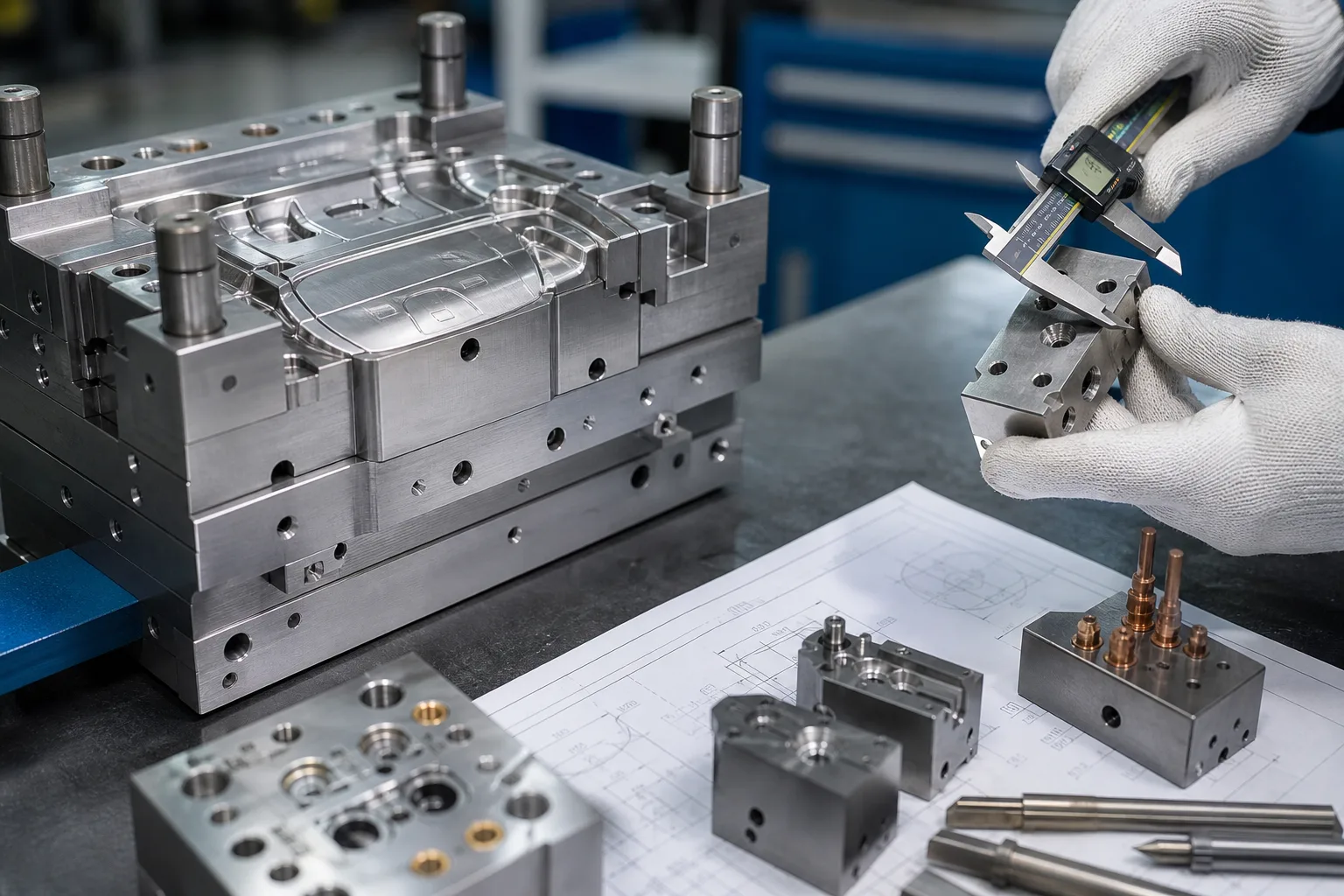
Show the shop-floor proof behind the quote.
Representative visuals show the type of factory, mold, T1 and inspection evidence buyers should expect before production release.
Show the manufacturing environment behind the quote.
A stronger injection molding site should make capacity, process control and sample-release evidence visible before a buyer uploads files.
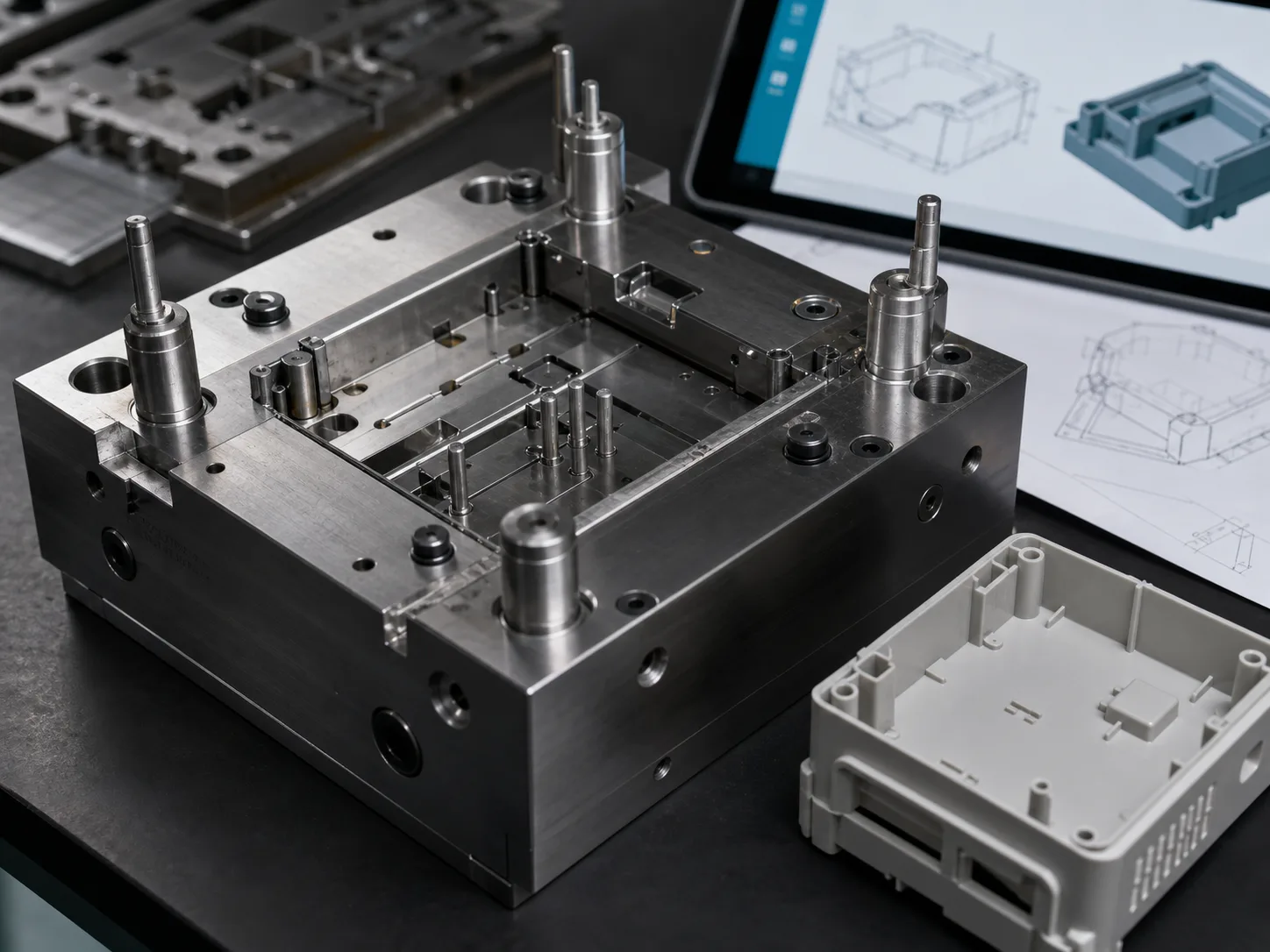
Mold steel and insert review
Tooling images should support claims about cavity/core details, insert fit, steel review and correction planning.
FAI and dimensional inspection
Inspection visuals help buyers understand how T1 samples, critical dimensions and release documents are controlled.
T1 sample review
Sample review should connect molded parts, marked drawings, tooling corrections and buyer approval gates.
Proof should come from engineering artifacts, not slogans.
Custom molded part buyers need to see what can be checked before deposits, T1 approval and production release.
Geometry review can document wall thickness, draft, ribs, bosses, gate location, ejection and cosmetic-zone risks before mold steel.
Review
T1 findings should be tracked as issue list, correction action, revised sample status and buyer approval gate.
Sampling
Resin grade, color, drying notes and material certificates can be planned for projects where material traceability matters.
Material
Dimensional checks, FAI, selected CMM points, cosmetic standards and packing photos can be defined before production release.
Quality
| Evidence buyer can request | Best used when | Decision it supports |
|---|---|---|
| Marked DFM screenshots or notes | Before tooling deposit | Whether the part is ready for mold quotation |
| T1 issue and correction tracker | After first samples | Whether to correct, retest or release production |
| FAI, CMM or dimensional report | Tolerance-sensitive parts | Whether critical dimensions match drawing intent |
| Material certificate and batch notes | Engineering resin or compliance-sensitive jobs | Whether production uses the agreed resin route |
Choose the right next action before uploading files.
The fastest reply comes when the inquiry matches the buyer stage: DFM risk, tooling investment, pilot samples or release evidence.
CAD risk unclear
Start with DFM review when wall thickness, draft, ribs, bosses, gate marks or tolerance feasibility may change tooling cost.
Mold investment needed
Use mold making when steel, cavity count, sliders, cooling, mold life or ownership terms are the main decision.
Samples before scale
Use rapid tooling when real resin, fit checks and pilot quantities matter before a full production mold.
Release evidence needed
Use quality documentation when T1 approval, dimensional checks, material certificates or batch records decide release.
Tooling mistakes are expensive after steel is cut.
Injection molding buyers are not only buying part price. They are buying risk control around geometry, material, mold structure, sample approval and repeatable production.
Sink, warpage and weld lines
Part geometry, wall transitions, ribs and gate location can create defects that are costly to correct after T1.
Wrong mold route
Prototype mold, bridge mold, production mold and mold transfer require different assumptions and cost tradeoffs.
Weak approval gates
Without T1 notes, dimensional checks and correction tracking, small issues become production surprises.
Choose the right manufacturing path.
Start with the page closest to your current stage. Each route leads to a practical RFQ and DFM review instead of a generic contact form.
Plastic Injection Molding
From T1 samples to scheduled molded-part production with batch and release checks.
Injection Mold Making
Mold design, steel, cavity count, slider, cooling and correction loops need early visual review.
Rapid Tooling
Use bridge tooling when the product needs real resin samples before full production investment.
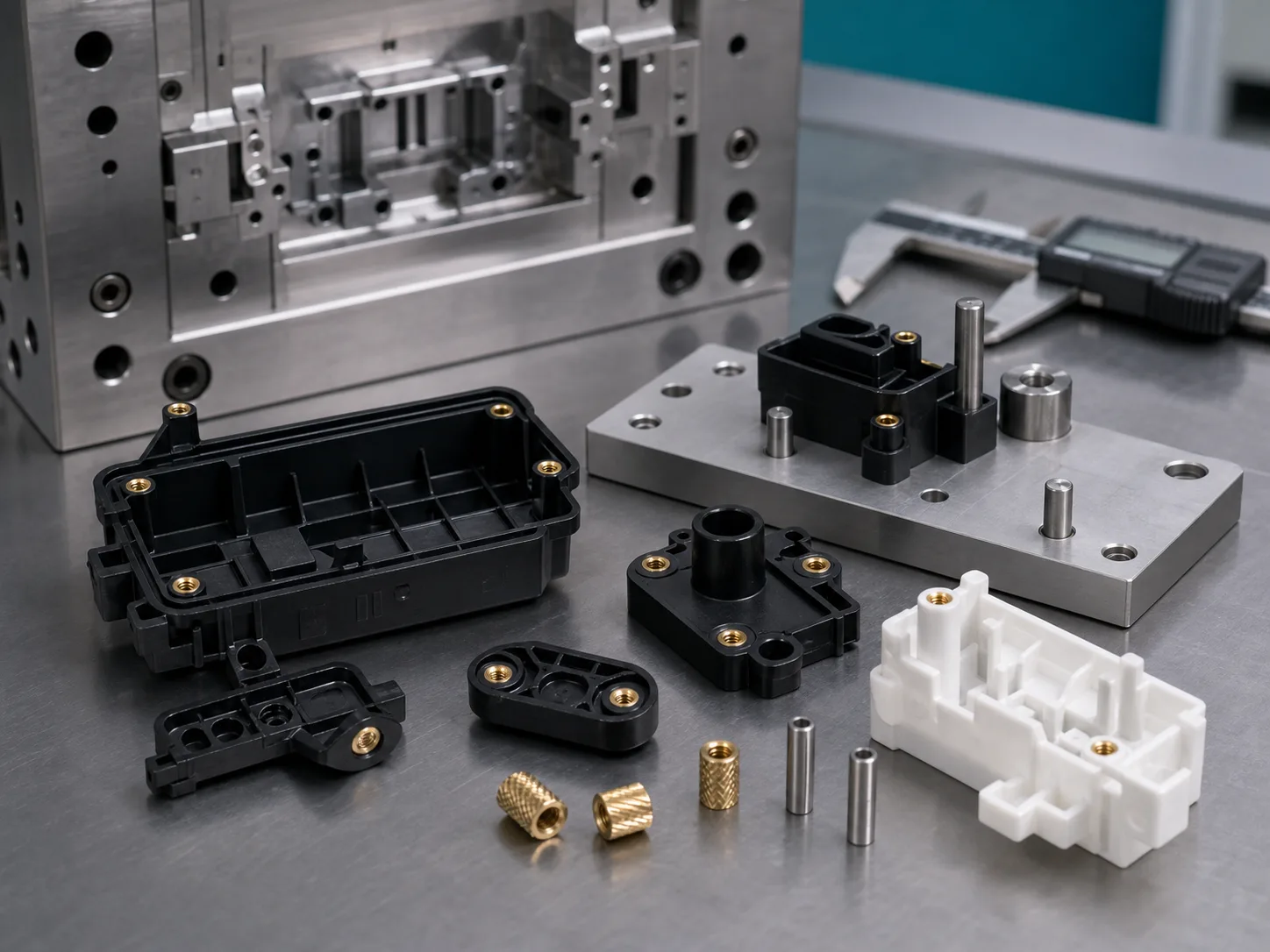
Insert Molding
Insert location, retention, flow around hardware and inspection points should be visible before T1.

Overmolding
Soft-touch and sealing parts require material compatibility, bonding and flash review.
DFM Review
CAD review should mark the features that can change tooling cost, lead time and sample quality.
A controlled path from RFQ to production.
The site is built around buyer decisions that should happen before tooling cost is committed.
Engineering evidence buyers can inspect.
MoldRoute should prove control through checklists, sample gates and quality documents, not only machine photos.
Review before mold steel
Use DFM notes to reduce avoidable tooling rework and sample delays.
Inspection and release documents
Define dimensional checks, cosmetic standards and documentation before production starts.
Start with material fit, not material names alone.
The first review should connect resin choice to strength, appearance, shrinkage, gate marks, tolerance and cost.
Tie each resin to the molded-part behavior it controls.
Material pages should help buyers compare real tradeoffs: strength, appearance, shrinkage, heat, flexibility and quote risk.
ABS Injection Molding
Balanced, paintable and practical for housings, covers and consumer product parts.
Polypropylene PP Injection Molding
Lightweight and chemical resistant for caps, closures, living hinges and packaging components.
Polycarbonate PC Injection Molding
Impact-resistant and transparent options for covers, lenses and durable housings.
Nylon PA66 Injection Molding
Wear-resistant engineering plastic for brackets, gears, clips and mechanical parts.
POM Acetal Injection Molding
Low-friction plastic for gears, sliding components, latches and precision mechanisms.
TPU / TPE Injection Molding
Soft-touch material for grips, seals, bumpers and overmolded user-contact areas.
PMMA Acrylic Injection Molding
Clear, glossy and light-transmitting material for covers, windows and display parts.
Anonymous case formats for real buyer decisions.
Cases explain the risk, tooling decision and sample approval gate without exposing private customer details.
Electronics Enclosure DFM Before Tooling
Rib sink, screw boss strength and parting line exposure were reviewed before mold steel was cut.
Packaging Cap Low-Volume to Production
A cap project needed bridge quantities before committing to a multi-cavity production mold.
Insert Molded Brass Nut Component
A threaded insert part needed pull-out strength without creating sink around bosses.
Transparent PMMA Cover Tooling Review
A clear cover required gate and polish decisions that would not leave obvious optical defects.
Fits the wider B2B independent-site system.
MoldRoute connects naturally with the industrial design site before tooling and the packaging site after molded parts are approved.
Need product design or CAD cleanup?
Early concepts and unstable geometry should start with industrial design, prototype planning or mechanical CAD support.
Need retail packaging or export packing?
Approved molded parts can move into packaging structure, inserts, labels, manuals and shipping carton review.
Send the part details that actually affect molding.
A useful request includes part type, CAD status, material, quantity, tooling need, finish and quality-document expectations.